





ګټې
► 100٪ (40℃) د وظیفې دورې؛
► د جریان قطع کول په دوامداره توګه د تنظیم وړ دي، د دواړو پتلی او موټی پلیټ ویلډینګ لپاره مناسب دي؛
► دا به په اتوماتيک ډول پرې کول ودروي کله چې د هوا فشار یا هیدرولیک فشار نه وي ترڅو مشعل له سوځیدنې څخه خوندي کړي؛
► د آرک سنک سیګنال او آرک ولټاژ سیګنال نښلونکی شتون لري چې د اتوماتیک پرې کولو لپاره اسانه دي او په ځانګړي توګه د عددي کنټرول ماشین او روبوټ سره د میچ کولو لپاره مناسب دي؛
► د اوسني پورته سلپ پرې کول د نوزل او الکترود زیانونو مخنیوي لپاره تنظیم کیدی شي؛
► د آرک سټراینګ سیګنل، د آرک فشار سیګنال، د هوا اکمالاتو کنټرول او د آرک فشار محصول فعالیت دا د CNC او روبوټ پرې کولو لپاره په ځانګړي ډول مناسب کوي؛
► دوه ماشینونه موازي کارول شتون لري، د اضافي ضخامت موادو ښه پرې کولو لپاره د اوسني تولید دوه چنده؛
► د ماشین کارول شوي ترتیب، ډیجیټل ډیزاین دا د ماشین او روبوټ کارولو لپاره په ځانګړي ډول مناسب کوي.
اصلي پارامترونه
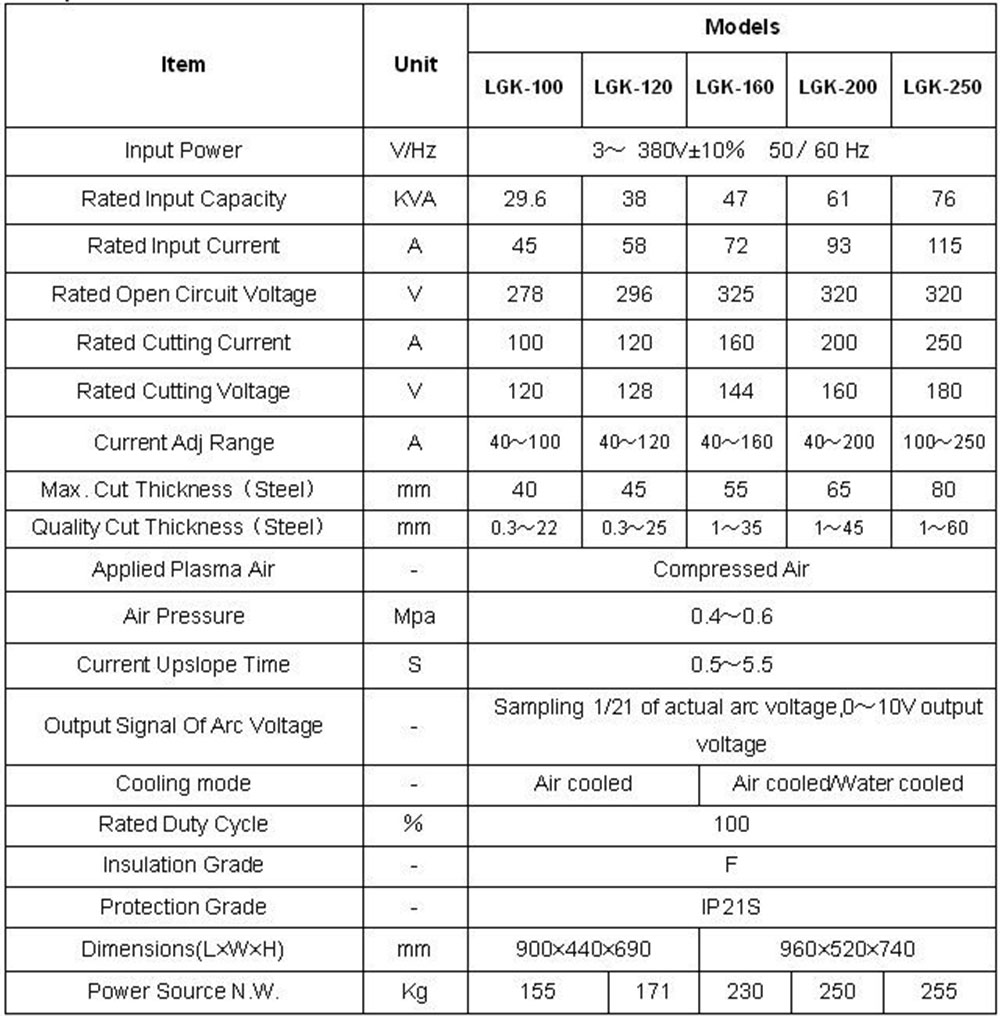
2. د پلازما ګاز شرایط
د کار فشار حد: 0.4MPa ~ 0.6MPa
د ګاز رسولو پایپ کمپریشن ځواک: ≥1MPa
د ګاز رسولو پایپ داخلي اړخ: ≥Φ8
د ګازو رسولو جریان: ≥180L/min
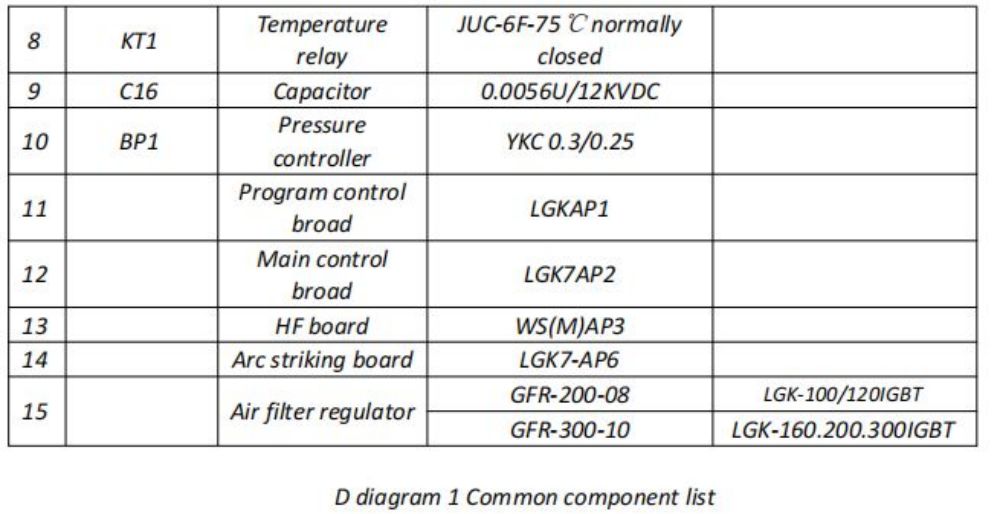
اوبه له ګاز څخه فلټر کړئ او بیا یې په کټر کې واچوئ
د کار اصول
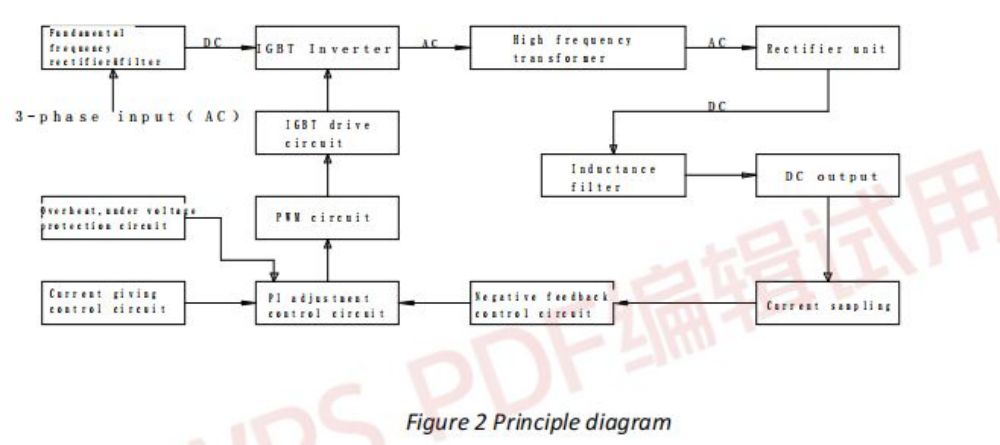
د کټ کولو ماشین کنټرول سرکټ پرمختللي بریښنایی برخه IGBT د اصلي انورټر سویچ برخې په توګه غوره کوي.د درې مرحلې AC بریښنا د 20KHz لوړ فریکونسۍ DC اوسني ته د درې مرحلې ریکټیفیر لخوا اصلاح کیدو وروسته بدلیږي.بیا د IGBT انورټر فعالیت لاندې د DC کرنټ د AC لوړ فریکونسۍ کرنټ ته بدلیږي ، کوم چې د لوړې فریکونسۍ ټرانسفارمر کې د ولتاژ کمولو تجربه کولو وروسته DC کرنټ ته اړول کیږي ، په ګړندي ریکوری ډیایډ کې اوسنی اصلاح کیږي.دا DC کرنټ د ریکټور له لارې فلټر کیږي، او د محصول پرې کولو جریان ترلاسه کیږي.
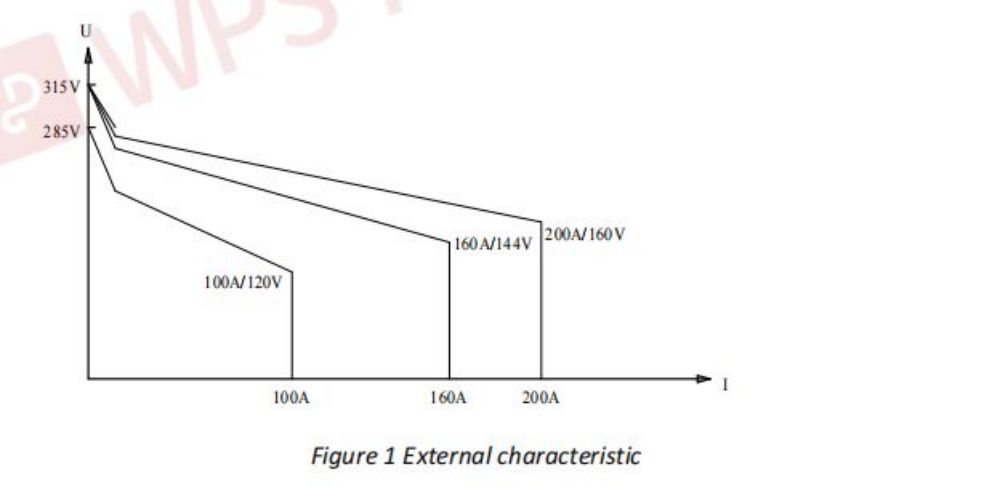
د کنټرول سرکټ کولی شي د چلول شوي نبض عرض کنټرولولو سره د محصول اوسني کنټرول کړي.د ریښتیني وخت قطع کول ، کوم چې په لړۍ کې د محصول ټرمینل سره وصل د اوسني سینسر له لارې ترلاسه کیږي ، د منفي فیډبیک کنټرول سیګنال په توګه کارول کیږي.د اوسني تنظیم کولو سیګنال سره پرتله کولو وروسته ، د منفي کنټرول سیګنال د PWM تنظیم کولو مدغم سرکټ ته لیږل کیږي ، بیا د کنټرول شوي موټر چلولو نبض د IGBT کنټرول لپاره محصول دی.په دې توګه د تولید دوامداره جریان ساتل کیدی شي، او د چټک کمښت او ثابت اوسني بهرنۍ ځانګړتیا ترلاسه کیږي.سټرایکینګ آرک د لوړې فریکونسۍ سټراینګ ماډل غوره کوي.اصلي سرکټ د ضمیمې شکل 1 ته اشاره کوي، او د کنټرول سرکټ اصولي ډیاګرام د شکل 2 په توګه ښودل شوی.
پینل او د هغې دندې (LGK-100 انځور 3 وګورئ، LGK-160/200/250/300 شکل 4 وګورئ)
1. ډیجیټل امیټر: د پری کولو دمخه د پری سیټ کیټ کرنټ ښکاره کول ، د پرې کولو پرمهال د پری کولو جریان ښودل
2. د اوسني تعدیل کوونکی غوټۍ پرې کول: د اوسني قلمو تنظیم کول
3. د بریښنا شاخص څراغ: دا په ګوته کوي چې کټر ځواکمن شوی که نه.
4. د هوا د فشار شاخص څراغ: دا هغه وخت فعال دی کله چې د فشار شوي هوا فشار له 0.2Mpa څخه ډیر وي.دا بند دی کله چې فشار د 0.15Mpa څخه کم وي.
5. د شاخص څراغ پرې کول: کله چې څراغ روان وي پدې معنی چې د پرې کولو ماشین پیل شوی.
6. د اوورلوډ شاخص څراغ: دا هغه وخت فعال وي کله چې کټر ډیر بار وي (عموما دا هغه وخت فعال وي کله چې د یخولو فین خراب شي.)
7. د انپټ غلطۍ شاخص څراغ: دا هغه وخت فعال وي کله چې د بریښنا سرچینه مرحله له لاسه ورکړي یا دا د 330VAC څخه کم وي.
8. د ګاز کنټرول انتخاب سویچ: کله چې دا د هوا چک کولو لپاره تیریږي، د ګاز والو د ګاز جریان معاینه کولو لپاره خلاصیږي.کله چې دا کټ کولو ته لاړ شي، د ګاز والو په اوتومات ډول د پرې کولو پرمهال خلاصیږي.
9. د مشعل د عملیاتو حالت انتخاب سویچ: کله چې دا په 2-مرحله بدل شي، د مشعل سویچ باید د پرې کولو په پروسه کې فشار واچول شي، او د سویچ له خلاصیدو وروسته پرې کولو ته راځي.کله چې دا 4-مرحله فعاله شي، د مشعل سویچ فشار ورکړئ او خلاص یې کړئ، پرې کول په کار پیل کوي، او د سویچ بیا فشارولو وروسته ودریږي.
10. د ځمکني تار قطع کول: د ځمکني تار د قطع کولو لپاره
11. د مشعل پیلوټ ټرمینل: د مشعل پیلوټ تار سره نښلولو لپاره.
12. د مشعل کنټرول وسیله: د مشعل کنټرول سیګنال تار سره وصل کولو لپاره.
13. د هوا او بریښنا تولید ټرمینل: اوسنی تولید ټرمینل هم د فشار شوي هوا تولید ټرمینل دی.دا د ګاز پایپ نښلونکی دی چې د اوبو یخ شوي مشعل سره وصل کړي کله چې د اوبو یخ مشعل کارول کیږي، او دا نښلونکی دی چې د مشعل ګاز یخ شوي کیبل سره وصل کړي کله چې د هوا یخ مشعل کارول کیږي.
14. د آرک ولتاژ محصول لپاره اضافي تار سوري: د آرک ولتاژ تولید تار د ماشین پای ته رسیدو سره نه وصل کیږي.که اړتیا وي، مهرباني وکړئ د کټر پورتنۍ پوښ خلاص کړئ، او په چاپ شوي بورډ LGK7-AP5 کې د تار ترمینل سره نښلولو لپاره دوه کور تار وکاروئ، کوم چې دوه ډوله محصول سیګنال لري، یو یې 1: 1 محصول دی او بل یې 1 دی. :20 محصول، مهرباني وکړئ شکل 3 LGK-100 د پینل فعالیت د اړتیا سره سم تار وصل کړئ، او منفي او مثبت الکترود ته پاملرنه وکړئ.
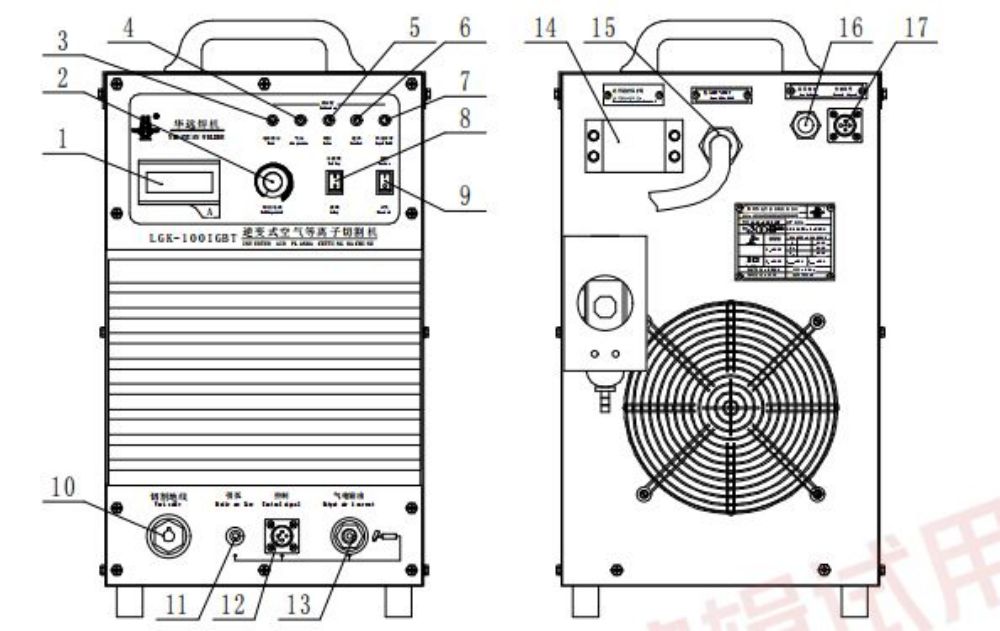
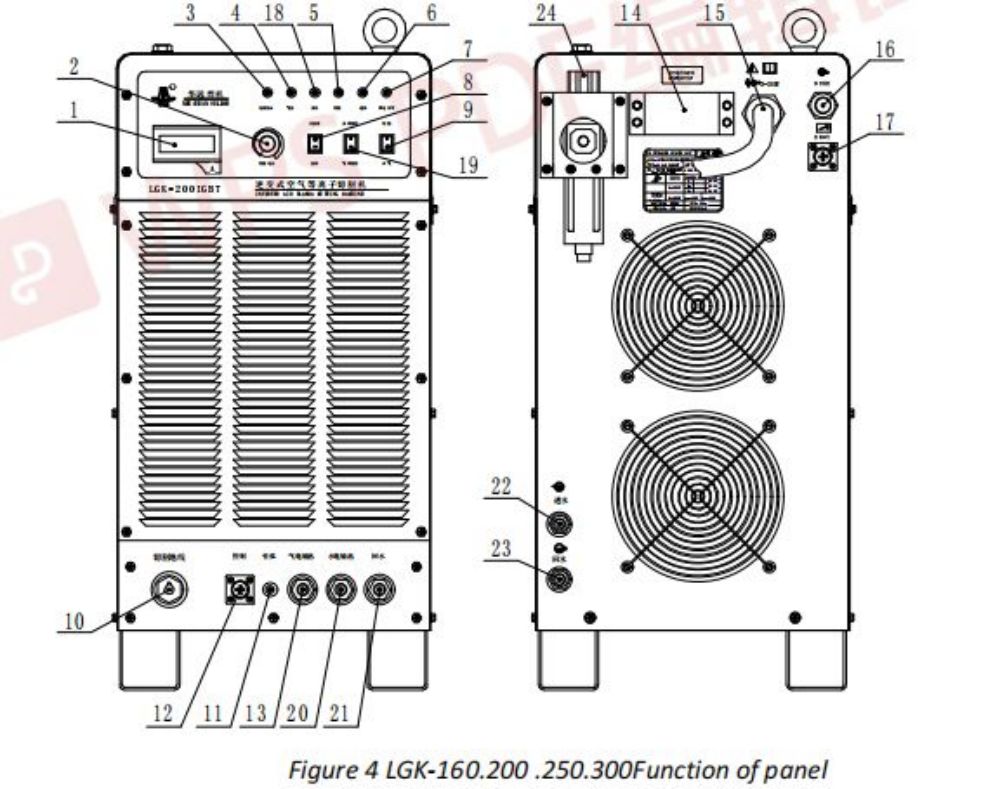
15. د کنټرول سیګنال نښلونکی: د اتوماتیک پرې کولو تجهیزاتو کنټرول لپاره
16. د بریښنا سرچینې سویچ: د کټټر د 3 پړاو بریښنا رسولو آن/بند کنټرول کړئ
17. د هوا د فشار تنظیم کولو فلټر: د فشار شوي هوا د کاري فشار تنظیم کولو او له هوا څخه د اوبو فلټر کولو لپاره
18. د هیدرولیک فشار څرګندونکی څراغ: د یخولو اوبو رسولو سره وصل کړئ، کله چې د اوبو جریان د 0.45L/min څخه لوی وي، څراغ به روان وي.
19. د ګاز یخ مشعل / د اوبو یخ مشعل انتخاب سویچ: د ګاز یخ مشعل یوازې هغه وخت کارول کیږي کله چې دا د ګاز یخولو ته تیریږي، او د اوبو یخ مشعل د انتخاب شوي اوبو یخولو حالت الندې کارول کیږي.
20. د اوبو/بریښنا د تولید ترمینل: د اوسني تولید ترمینل د اوبو د تولید ترمینل هم دی، دا د اوبو د کولنګ کیبل سره د نښلولو لپاره کارول کیږي.
21. د مشعل د شاته اوبو ترمینل: دا د اوبو د ریسایکل پایپ سره د نښلولو لپاره کارول کیږي.
22. د شاته اوبو ترمینل: دا د اوبو د ټانک د ریسایکل پایپ سره د نښلولو لپاره کارول کیږي.
23. د اوبو د ننوتلو ټرمینل: دا د اوبو د ټانک پایپ سره نښلولو لپاره کارول کیږي.

